Lasercutter3

10 €/uur
Gebruik van dit apparaat kost geld; hiervan wordt het onderhoud betaald, en op de lange termijn wellicht een nieuwe lasersnijmachine. De tijd dat je het apparaat gebruikt, kost 2,50 € per 15 minuten, steeds naar boven afgerond, oftewel 10 € per uur. Als je tussendoor de machine bezet houdt, moet je daar ook voor betalen.
Om duidelijk te maken dat de lasercutter weer beschikbaar is:
- laat de machine netjes en leeg achter
- sluit de computer af
- zet de chiller uit
(Als het erg rustig is op de space, en je hebt gecontroleerd dat niemand anders wil lasersnijden, kun je best een keertje tussendoor alles aan laten staan zonder voor de tussentijd te betalen. De tijd dat je werkelijk met het apparaat bezig bent, moet wel altijd worden betaald.)
Betalen gaat door in revbank het verschuldigde bedrag met het give-commando over te maken aan het account lasercutter. Op de lasersnijder zit een handige teller die je kunt resetten; deze rekent niet automatisch af, maar is een hulpmiddel. Je mag ook de tijd zelf op een andere manier bijhouden.
Eigen risico
Het apparaat kan falen en gekke dingen doen. Als gebruiker neem je dus het risico dat je werkstuk onherstelbaar beschadigt.
Specificaties
- Merk: FabCreator
- Model: FabKit MK5
- Productie: MK5 Batch 2
- Geleverd: vrijdag 22 december 2017
- Laservermogen: 40 W
- Aanpassingen t.o.v. originele FabKit MK5:
- Interlocks rechtstreeks op de PSU aangesloten ipv via bordje dat continu storingen veroorzaakt.
- Externe computer ipv Pipo. De pipo is te traag en te onhandig.
- Rode (5 volt) draad van USB tussen externe computer en controller (smoothieboard) onderbroken zodat de controller uitgaat bij gebruik van noodstop.
- Bovenkant luchtinlaat (logo aan de voorkant) aan de binnenkant afgesloten met ducttape om de airflow meer laminair te maken.
Veiligheidswaarschuwingen
 |
|
 |
|
 |
|
 |
|
Veiligheidsinstructies
Je mag de lasercutter alleen bedienen als je aan de volgende eisen voldoet:
- Je hebt OPNIEUW persoonlijke lasercutter-training gehad bij revspace (Lasercutter3 is erg anders, en duur!)
- Je bent nuchter, wakker en alert
- Je hebt deze wiki-pagina recent gelezen (check regelmatig de wijzigingen!)
- Zie ook: http://hackaday.com/2016/05/31/how-to-fail-at-laser-cutting/
Bevoegde Operators
| Naam | Geïnstrueerd door | Ervaring met software |
|---|---|---|
| Juerd | Fabcreator | LaserWeb en LightBurn |
| Sebastius | Fabcreator | LaserWeb en LightBurn |
| Petroleus | Juerd | LaserWeb |
| Crashjuh | Juerd | LaserWeb |
| molenaar | Crashjuh | LaserWeb |
| luteijn | Crashjuh | LaserWeb |
| pepman | Crashjuh | LaserWeb |
| benadski | Crashjuh | LaserWeb |
| Pwuts | benadski | LaserWeb |
| Roosted | Juerd | LaserWeb |
| Trashman | Crashjuh | LaserWeb |
| Thomas | Crashjuh | LaserWeb |
| pinoaffe | Juerd | LaserWeb |
| f0x | Juerd | LaserWeb en LightBurn |
| Peetz0r | Juerd | LaserWeb en LightBurn |
| Peterbjornx | Crashjuh | LaserWeb en LightBurn |
| flok | Crashjuh | LaserWeb |
| Foobar | Crashjuh | LaserWeb |
| Boekenwuurm | Sebastius | LaserWeb |
| Knorrie | Sebastius | LaserWeb |
| joepie91 | Juerd | LaserWeb |
| WinSCaP | Sebastius | LaserWeb en LightBurn |
| Frido | Juerd | LaserWeb |
| SelfishPopcorn | Juerd | LaserWeb |
| Duco | Crashjuh | LaserWeb |
| cmpxchg | Juerd | LaserWeb en LightBurn |
| ZentronStar | Crashjuh | LaserWeb |
| Semafoor | Juerd | LaserWeb |
| AlexanderB | Juerd | LightBurn |
| Pepman | Juerd | LightBurn |
| Kinroy | Juerd | LightBurn |
| Andrey | Juerd | LightBurn |
| Kamitor | Sebastius | LaserWeb |
| textor | Crashjuh en Andrey | LaserWeb en LightBurn |
| lucanator | Juerd | LightBurn |
| PeterC | Sebastius | LaserWeb |
| ASH | Sebastius | LaserWeb |
| alfodr | Sebastius | LaserWeb |
| h3x4d3c1m4l | Juerd | LightBurn |
| minicom | Juerd | LightBurn |
| polyfloyd | Crashjuh | LaserWeb |
| rowan8k | Crashjuh | LaserWeb |
| Will_1_Am | Juerd | LightBurn |
| Sonja | Juerd | LightBurn |
| WoLFJuh | Juerd | LightBurn |
| Gori | Juerd | LightBurn |
| Maxell | Crashjuh | LaserWeb |
| Atoomnet | Juerd | LightBurn |
| Tempestas | Juerd | LightBurn |
| Jelle | Juerd | LightBurn |
| sttc | Juerd | LightBurn |
| Kartoffel | Crashjuh | LaserWeb |
| Skywalker11 | Juerd | LightBurn |
| Athunc | Juerd | LightBurn |
| Rafaele | Crashjuh | LaserWeb |
| mono-bob | Lucanator | LightBurn |
| Morphje | Benadski | LaserWeb |
| Dave_o | Benadski | LaserWeb |
| Guapz | lucanator | Lightburn |
| Renze | Juerd | Lightburn |
| noopwafel | Juerd | Lightburn |
| Tanus | Juerd | Lightburn |
| TerraScope | cmpxchg | LaserWeb |
| qguv | cmpxchg | LaserWeb en Lightburn |
| techwolf12 | qguv | LaserWeb en Lightburn |
Gebruik
Voor
- Ruim op wat je voorganger achter heeft gelaten
- Schakel in:
- Schakelaar op contactdoos (chiller zal piepen)
- Noodstop op lasercutter: draaien
- Laser: sleutel draaien, indicatorlampje wordt groen.
- Laptop
- Controleer:
- Locatie CO2-brandblusser
- Werking afzuiging: voel of er lucht afgezogen wordt
- Werking compressor: voel of er lucht ingeblazen wordt bij de snijkop (gaat pas aan als ...)
- Werking chiller: temperatuur moet dalen naar rond de 16 a 17 graden, ALARM-lampje moet uit zijn
- Of de spiegels schoon zijn. Zo niet: melding maken, lasercutter niet gebruiken. Niet zelf schoonmaken!
- Of de bodem van de machine niet helemaal vol ligt met brandbaar materiaal. Een beetje is geen probleem.
- Schakel uit:
- Laser: sleutel draaien, indicatorlampje wordt rood.
Tijdens
Let op: deze instructies zijn bedoeld als geheugensteuntje en zijn niet genoeg om elke situatie aan te kunnen. Je MOET persoonlijk lasercutter-instructies hebben gehad om de machine te mogen gebruiken.
- Blijf in de buurt van de lasercutter en kijk vaak hoe het gaat. Als de air assist kapot gaat tijdens gebruik, is de kans op vlammen groot.
In geval van brand in de machine

- Bedien de noodstop, om de hoogspanningsvoeding uit te schakelen.
- Observeer het brandende materiaal. Meestal zal de vlam zelf doven als de laser geen energie meer toevoegt.
- Als je het brandende materiaal veilig kunt beetpakken, kun je het uit de machine halen en op de vloer gooien. (Een stukje vloer vervangen is goedkoper dan de lasercutter vervangen, ook al is het veel en erg vervelend werk.)
- Als je in de machine moet blussen, gebruik dan eerst de CO2-blusser. Hou de spuitmond dicht bij de slang vast, omdat anders je hand vast kan vriezen. Zet de CO2-blusser voor de lasercutter, trek de borgpin eruit, en spuit de machine vol koolzuurgas.
- Als het met de CO2-blusser niet heeft gewerkt (dat kan, want CO2-blussers zijn niet fantastisch voor het blussen van vaste stoffen), gebruik dan alsnog een schuimblusser als laatste redmiddel.
De klep van de lasercutter is van polycarbonaat. Polycarbonaat is vlamvertragend, dus laat de klep dicht totdat je een plan hebt bedacht.
LaserWeb
- Sluit LightBurn en start LaserWeb. Ze moeten niet tegelijk draaien.
- In het tabblad "Comms":
- klik "connect".
- In het tabblad "Control":
- Jog Z ↑ ↓ laag genoeg om je materiaal te kunnen plaatsen; leg daarna je materiaal op het bed.
- Jog X ← → en Y ↑ ↓ naar boven je materiaal (bij krom materiaal zoals hout: op het hoogste punt!)
- Home Z
- Home all (deze doet Z niet)
- Set zero
- Beide refresh-knopjes bij F en S, die beide op 100% moeten staan
- In het tabblad "Files":
- Open je bestand(en)
- Sleep de tekening naar de juiste plek op het bed
- Voeg bewerkingen toe (drag/drop of "add single")
- Stel per bewerking de juiste parameters in
- Laser cut: snijden of lijngraveren (graveren is gewoon snijden met te weinig vermogen om door het materiaal heen te komen)
- Laser fill path: lasergraveren met een efficient vulpatroon: behoorlijk snel, maar verhit het materiaal lokaal heel erg
- Laser raster: lasergraveren, werkt alleen op bitmapplaatjes, voor power geef je ondergrens en bovengrens aan in plaats van 1 waarde
- Laser raster merge: lasergraveren, maar werkt op vectoren. Hou er rekening mee dat het vermogen gevarieerd wordt aan de hand van de kleur van het object.
- "Start height (mm)" en "pass depth (mm)" altijd alleen op negatieve getallen instellen, dus voor 20 mm afstand vul je –20 in. Voor scherpe lijnen moet je deze beide waarden op 0 laten staan.
- In de meest gevallen zul je alleen "Laser power (%)" en "Cut rate (mm/s)" instellen.
- "Generate G-code"
- In het tabblad "Control":
- Run
- Blijf bij het apparaat!
- Kijk regelmatig naar de voortgang
- Grijp snel in als het fout gaat
LightBurn
- Sluit LaserWeb en start LightBurn. Ze moeten niet tegelijk draaien.
- In het tabblad "Console":
- Klik "fix shit". (Dit is alleen nodig als LaserWeb tussendoor is gebruikt, maar het kan geen kwaad om het altijd te doen na het homen.)
- Importeer bestanden in je werkblad of teken rechtstreeks vectoren in het werkblad.
- In het tabblad "Move":
- Zet de snelheid op 100.
- Beweeg Z ↑ ↓ laag genoeg om je materiaal te kunnen plaatsen; leg daarna je materiaal op het bed.
- Let op: Z↑ beweegt virtueel de "kop" omhoog, maar in feite beweegt het bed omlaag. De pijlen zijn dus omgekeerd ten opzichte van de richting die het bed verplaatst.
- Kies de positiemarker en plaats de kop boven je materiaal door in het werkblad te klikken. Dat is makkelijker dan X en Y bewegen met de pijltjes.
- Klik "Focus Z" (bij krom materiaal zoals hout: op het hoogste punt!).
- In het tabblad "Cut":
- Kies voor de lagen (lagen worden weergegeven als verschillende kleuren) de juiste parameters
- Cut: snijden of lijngraveren (graveren is gewoon snijden met te weinig vermogen om door het materiaal heen te komen)
- Scan: lasergraveren. voor power geef je ondergrens en bovengrens aan in plaats van 1 waarde
- Overscan geeft brandplekken buiten het plaatje, maar als je het uitzet krijg je donkere zijkanten in het plaatje. Wordt misschien in een toekomstige versie opgelost.
- Flood fill geeft een effect zoals "Laser fill path" in LaserWeb
- Scan and cut: doet eerst het een, dan het ander.
- Z-afstanden vul je in als LightBurn negatieve getallen. Voor scherpe lijnen gebruik je 0.
 Air assist kan worden uitgeschakeld (voor sommige uitzonderlijke bewerkingen is dat nodig) en de laatstgekozen instelling per laagkleur blijft bewaard. Dat maakt het geheel veel brandgevaarlijker. Controleer altijd voor elke kleur/laag of air assist ingeschakeld is!
Air assist kan worden uitgeschakeld (voor sommige uitzonderlijke bewerkingen is dat nodig) en de laatstgekozen instelling per laagkleur blijft bewaard. Dat maakt het geheel veel brandgevaarlijker. Controleer altijd voor elke kleur/laag of air assist ingeschakeld is!
- Kies voor de lagen (lagen worden weergegeven als verschillende kleuren) de juiste parameters
- In het tabblad "Laser":
- Klik op Frame om met de laser uitgeschakeld te zien waar je job zal komen.
- Klik op het play-icoon. Er is geen aparte tussenstap voor het genereren van gcode.
- Blijf bij het apparaat!
- Kijk regelmatig naar de voortgang
- Grijp snel in als het fout gaat
Na
- Neem alle restanten van het bed
- Sluit de software van de laptop netjes af (start, afsluiten)
- Zet de stroomslof uit zodra de laptop is afgesloten
- Reken af via revbank met
give lasercutter 10(of een ander bedrag: € 2,50 per kwartier dat je de machine bezet hield, afgerond naar boven). - Zijn er voorraden bijna op? Waren er andere problemen? Mail board of los dit zelf op.
- Vul tot slot de wiki aan met jouw ervaringen qua materialen en settings
Materialen en ervaringen
| Materiaal | Snijden | Graveren | Opmerkingen |
|---|---|---|---|
| Stof | ja | dik stof (denim) | kleine stukjes vliegen weg |
| Vilt | ja | nee | brandgevaarlijk, kleine stukjes vliegen weg |
| Papier | ja | karton | brandgevaarlijk, kleine stukjes vliegen weg |
| MDF | max. 6 mm | ja | stinkt, vormvast |
| Hardboard | ja | ja | Geen last van rafelende randjes zoals bij zagen, verkoolt nauwelijks. Wel goed recht buigen voor 't laseren. Getest met 3 mm. |
| Hardboard, watervast | ja | ja | Sterker en minder krom dan normaal hardboard, maar wel 3x zo duur. Getest met 3 mm. |
| Triplex (populier) | max. 10 mm | ja | |
| Triplex (berken) | max. 8 mm | ja | |
| Triplex (powerplex) | max. 8 mm | ja | |
| Balsa | ja | nee | kleine stukjes vliegen weg |
| Leer | ja | ja | stinkt echt vreselijk, hier maak je geen vrienden mee |
| Acrylglas aka acrylaat aka plexiglas aka PMMA | max. 8 mm | ja | gegoten (cast) materiaal is veel mooier dan geextrudeerd |
| Glas | nee | ja | zandstraal-effect |
| Spiegel | nee | ja | voorkant: net als glas achterkant: spiegellaag weg + zandstraaleffect. Goede ervaring op ikea-spiegeltje met raster .1 diameter, 0-30% vol zwart, 45 mm/s, -2 mm start height, 5 mm overscan, burn white uit. |
| Keramiek | nee | ja | |
| Graniet | nee | ja | |
| Gecoat/geanodiseerd metaal | nee | ja | je snijdt de coating weg, het metaal wordt zichtbaar |
| Ongecoat metaal | nee | zelden | Sommige metalen zijn rechtstreeks te graveren. Staal is vaak te etsen als je het (buiten!) met Dry Moly voorbehandelt: extreem ontvetten, dan 3 dunne coatings aanbrengen met 2 minuten droogtijd na elke laag, daarna lasergraveren. Residu wegpoetsen met alcohol. |
| Macbooks | nee | ja | werkt geweldig, pas op voor het plexiglazen appeltje! |
| Thinkpads | nee | ja | Alleen met de typen waarbij er een magnesium plaat onder de coating zit! (T430: 200 mm/s, 20%, 0.05 mm, 5% overscan) |
| Magneetplaat van Drukwerkdeal | ja | - | Zelfs 1 cm snijden stinkt al gigantisch; niet doen dus. |
| Zachtboard | ja | ja | Deukt 'n beetje in bij het focussen, dus 1 mm hoogte toevoegen ter compensatie. |
| Leisteen | nee | ja | Voor nog beter contrast eerst *heel dun* inwrijven met mineraalolie, of een clear coat aanbrengen en laten drogen. 200 mm/s 20% werkt aardig, maar ymmv. |
Dauwpunt
Bij hoge relatieve luchtvochtigheid kan de chiller (die tot +- 16 koelt) voor condensatie zorgwn. Dit willen we niet, i.v.m. gevaar voor jezelf (hoogspanning) en beschadiging van de machine (of je project). Dus: houd de luchtvochtigheid en temperatuur op de space in de gaten en gebruik de lasercutter niet als het dauwpunt hoger dan 15 graden ligt.
Tabel: Dauwpunttabel voor verschillende waarden van de relatieve luchtvochtigheid
Relatieve Luchtvochtigheid Lucht Temperatuur 100 90 80 70 60 50 40 30 20 -20 -20,0 -21,2 -22,5 -24,0 -25,7 -27,7 -30,1 -33,1 -37,1 -18 -18,0 -19,2 -20,6 -22,1 -23,8 -25,9 -28,3 -31,3 -35,4 -16 -16,0 -17,3 -18,6 -20,2 -22,0 -24,0 -26,5 -29,5 -33,7 -14 -14,0 -15,3 -16,7 -18,3 -20,1 -22,1 -24,6 -27,8 -32,0 -12 -12,0 -13,3 -14,7 -16,3 -18,2 -20,3 -22,8 -26,0 -30,3 -10 -10,0 -11,3 -12,8 -14,4 -16,3 -18,4 -21,0 -24,3 -28,7 -8 -8,0 -9,3 -10,8 -12,5 -14,4 -16,6 -19,2 -22,5 -27,0 -6 -6,0 -7,4 -8,9 -10,6 -12,5 -14,7 -17,4 -20,7 -25,3 -4 -4,0 -5,4 -6,9 -8,7 -10,6 -12,9 -15,6 -19,0 -23,6 -2 -2,0 -3,4 -5,0 -6,7 -8,7 -11,0 -13,8 -17,2 -21,9 0 0,0 -1,4 -3,0 -4,8 -6,8 -9,2 -12,0 -15,5 -20,3 2 2,0 0,5 -1,1 -2,9 -4,9 -7,3 -10,2 -13,7 -18,6 4 4,0 2,5 0,9 -1,0 -3,1 -5,5 -8,4 -12,0 -16,9 6 6,0 4,5 2,8 0,9 -1,2 -3,6 -6,6 -10,3 -15,3 8 8,0 6,5 4,8 2,9 0,7 -1,8 -4,8 -8,5 -13,6 10 10,0 8,4 6,7 4,8 2,6 0,1 -3,0 -6,8 -11,9 12 12,0 10,4 8,7 6,7 4,5 1,9 -1,2 -5,0 -10,3 14 14,0 12,4 10,6 8,6 6,4 3,7 0,6 -3,3 -8,6 16 16,0 14,4 12,5 10,5 8,2 5,6 2,4 -1,6 -7,0 18 18,0 16,3 14,5 12,4 10,1 7,4 4,2 0,2 -5,3 20 20,0 18,3 16,4 14,4 12,0 9,3 6,0 1,9 -3,6 22 22,0 20,3 18,4 16,3 13,9 11,1 7,8 3,6 -2,0 24 24,0 22,3 20,3 18,2 15,7 12,9 9,6 5,3 -0,4 26 26,0 24,2 22,3 20,1 17,6 14,8 11,3 7,1 1,3 28 28,0 26,2 24,2 22,0 19,5 16,6 13,1 8,8 2,9 30 30,0 28,2 26,2 23,9 21,4 18,4 14,9 10,5 4,6 32 32,0 30,1 28,1 25,8 23,2 20,3 16,7 12,2 6,2 34 34,0 32,1 30,0 27,7 25,1 22,1 18,5 13,9 7,8 36 36,0 34,1 32,0 29,6 27,0 23,9 20,2 15,7 9,5 38 38,0 36,1 33,9 31,6 28,9 25,7 22,0 17,4 11,1 40 40,0 38,0 35,9 33,5 30,7 27,6 23,8 19,1 12,7 42 42,0 40,0 37,8 35,4 32,6 29,4 25,6 20,8 14,4 44 44,0 42,0 39,8 37,3 34,5 31,2 27,3 22,5 16,0 46 46,0 43,9 41,7 39,2 36,3 33,0 29,1 24,2 17,6 48 48,0 45,9 43,6 41,1 38,2 34,9 30,9 25,9 19,2 50 50,0 47,9 45,6 43,0 40,1 36,7 32,6 27,6 20,8
(Ja, dit moet nog een echte tabel worden en de gevarenzones in geel/rood. Het is een wiki...) bron: De website: www.tabellenboekje.nl (Dauwpunttabel voor verschillende waarden van de relatieve luchtvochtigheid), zie http://www.tabellenboekje.nl/meteo-tabel-dauwpunt.php#dauwpunt-x-relatieve-vochtigheid
Precisie
De afwijkingen van de lasercutter zijn voor de meeste kleine plankjes nauwelijks merkbaar. Maar op een grotere plaat moet je je tekening corrigeren als je een precies resultaat nodig hebt.
Gemeten afwijking: horizontaal 500 mm wordt in de praktijk ~500,75 mm (varieert?), verticaal 350 mm wordt ook echt 350 mm. Maar er is een verticaal verloop van ~1,1 mm omlaag (naar de voorkant van de machine) per 500mm naar rechts. Dit is gemeten in september 2020, en moet af en toe opnieuw worden gecheckt.
Om je tekening in inkscape te corrigeren qua hoek:
- Werk op een kopie en bewaar het origineel voor als je nog eens met de oorspronkelijke afmetingen moet werken.
- Selecteer alles, en maak er een group van (ctrl+G)
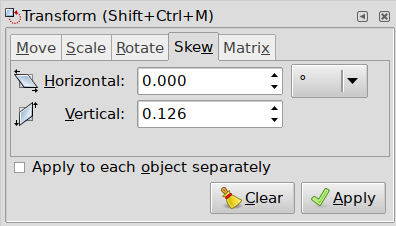 , klik apply
, klik apply
